جوشکاری یکی از فرایندهای اصلی در صنعت ساختوساز، تولید قطعات فلزی و تعمیرات صنعتی است. در این فرآیند، اتصال بین دو یا چند قطعه فلزی بهوسیله گرما یا فشار انجام میشود و معمولاً از یک ماده پرکننده (فیلر) استفاده میشود که به شکل الکترود یا سیم جوش وجود دارد. اما تفاوت الکترود و سیم جوش چیست؟ در این مقاله به بررسی جامع تفاوتهای این دو ماده پرکاربرد در جوشکاری میپردازیم.
تعریف الکترود
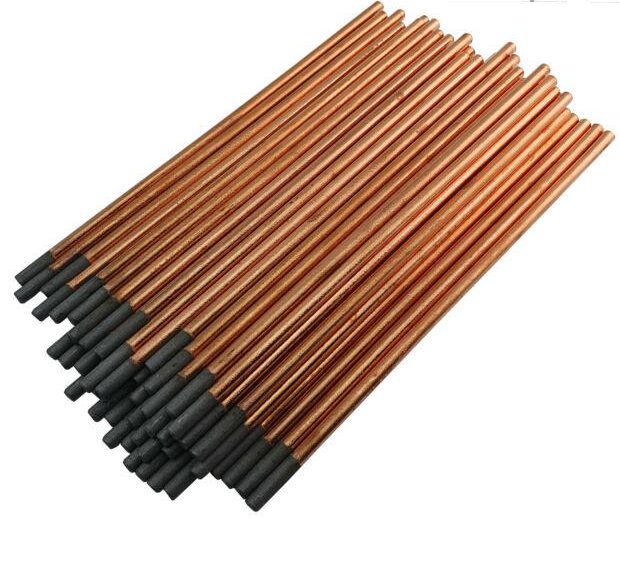
الکترود در جوشکاری به میلهای فلزی گفته میشود که نقش انتقال جریان الکتریکی به محل جوش را دارد و در بیشتر موارد، خود نیز بهعنوان ماده پرکننده مصرف میشود. الکترودها به دو دسته اصلی تقسیم میشوند:
الکترود مصرفشدنی ( مثل الکترودهای روکش دار )
الکترود غیرمصرفی ( مثل الکترود تنگستنی در جوشکاری TIG )
الکترودهای مصرفی با پوشش فلاکس (روکش) پوشانده شدهاند که در هنگام ذوب شدن، از حوضچه جوش در برابر آلودگیهای هوا محافظت میکنند.
تعریف سیم جوش
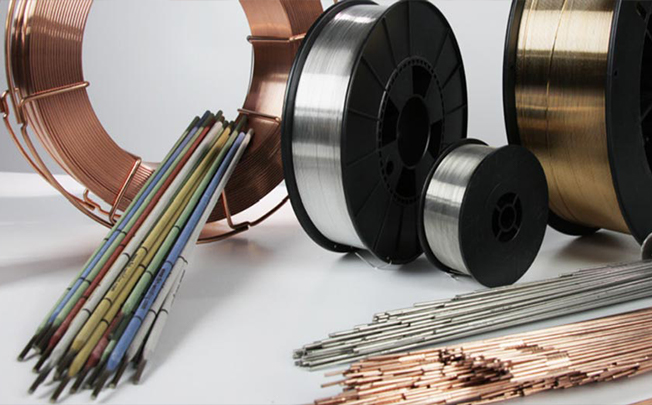
سیم جوش نیز یک نوع ماده پرکننده است، اما بهصورت سیم نازک و بلند که معمولاً به صورت قرقرهای ارائه میشود. سیم جوش بیشتر در روشهای نیمهاتوماتیک یا اتوماتیک جوشکاری مانند MIG/MAG و TIG و جوشکاری زیرپودری (SAW) کاربرد دارد.
در جوشکاری با سیم جوش، گاز محافظ بهطور جداگانه از طریق نازل تأمین میشود تا از منطقه جوش در برابر اکسیداسیون و آلودگی محافظت کند.
تفاوتهای کلیدی بین الکترود و سیم جوش
۱٫ تفاوت در ساختار و شکل فیزیکی الکترود و سیم جوش
الکترود: معمولاً بهصورت میلههای کوتاه با روکش فلاکس. قطرهای متنوع دارند و بسته به نوع جوشکاری انتخاب میشوند.
سیم جوش: به شکل سیم پیوسته و بدون روکش فلاکس است و روی قرقره پیچیده شده. قطر آن معمولاً بین ۰٫۶ تا ۱٫۶ میلیمتر است.
۲٫تفاوت در نحوه مصرف الکترود و سیم جوش
الکترود: در جوشکاری دستی به کار میرود. اپراتور باید الکترود تمامشده را تعویض کند.
سیم جوش: به صورت پیوسته از طریق فیدر وارد نازل مشعل میشود. برای جوشکاری سریع، یکنواخت و مداوم مناسب است.
۳٫تفاوت در نوع فرآیند جوشکاری با الکترود و سیم جوش
الکترود: عمدتاً در جوشکاری دستی قوس الکتریکی (SMAW) استفاده میشود.
سیم جوش: در جوشکاری نیمهاتوماتیک یا تماماتوماتیک مانند MIG/MAG یا SAW استفاده میشود.
۴٫ نیاز به گاز محافظ
الکترود: معمولاً نیازی به گاز خارجی ندارد زیرا روکش الکترود گاز محافظ را تولید میکند.
سیم جوش: نیاز به گاز محافظ خارجی مانند آرگون، CO₂ یا مخلوط آنها دارد (در صورت استفاده از سیم جوش جامد یا فلزی). البته سیم جوشهای فلوکسکُر نیز وجود دارند که نیازی به گاز ندارند.
۵٫ تفاوت در کاربرد و حوزه استفاده الکترود و سیم جوش
الکترود: مناسب برای پروژههای کوچک، تعمیرات، محیطهای باز، صنایع ساختوساز سنگین.
سیم جوش: بیشتر در کارخانهها، خطوط تولید انبوه، صنایع خودروسازی و کشتیسازی استفاده میشود.
۶٫تفاوت در کیفیت جوش و ظاهر کار با الکترود و سیم جوش
الکترود: نیاز به مهارت بالای جوشکار دارد. کیفیت جوش به تجربه اپراتور بستگی دارد. سرباره زیادی تولید میشود.
سیم جوش: جوشکاری سریعتر، ظاهر یکنواختتر و تولید سرباره کمتر.
۷٫تفاوت در میزان پاشش (اسپترینگ) الکترود و سیم جوش
الکترود: در صورت عدم تنظیم مناسب آمپر یا زاویه جوشکاری، پاشش بالا میرود.
سیم جوش: در روش MIG پاشش کمتر است، مخصوصاً اگر گاز محافظ درست انتخاب شود.
۸٫ تفاوت در سرعت جوشکاری با الکترود و سیم جوش
الکترود: سرعت جوشکاری پایینتر به دلیل نیاز به تعویض مداوم الکترود و ایجاد سرباره.
سیم جوش: سرعت بسیار بالا، مناسب برای پروژههای با حجم زیاد.
۹٫تفاوت در هزینهها
الکترود: ارزانتر و در دسترستر است. برای پروژههای کوچک مقرونبهصرفهتر است.
سیم جوش: تجهیزات گرانتری نیاز دارد، ولی در پروژههای صنعتی هزینه نهایی کاهش مییابد به دلیل افزایش بهرهوری.
۱۰٫ تفاوت در سهولت آموزش و یادگیری
الکترود: نسبتاً آسانتر برای شروع آموزش است، اما مهارت بالا نیاز دارد.
سیم جوش: ممکن است در ابتدا پیچیدهتر به نظر برسد، اما در بلندمدت اپراتورهای نیمهماهر هم میتوانند از آن استفاده کنند.
بررسی مزایا و معایب هر کدام
مزایای الکترود:
قابل استفاده در فضای باز و شرایط نامساعد
نیاز نداشتن به گاز محافظ
هزینه اولیه پایین
معایب الکترود:
سرعت جوشکاری پایین
نیاز به تعویض مکرر
تولید سرباره زیاد
مزایای سیم جوش:
سرعت بالا
کیفیت سطح جوش بهتر
اتوماسیونپذیر
معایب سیم جوش:
نیاز به تجهیزات پیشرفتهتر
حساس به شرایط محیطی (مثل باد)
هزینه اولیه بالا
جمعبندی و نتیجهگیری
الکترود و سیم جوش، هر دو ابزارهای کلیدی در فرآیند جوشکاری هستند، اما برای کاربردهای متفاوت طراحی شدهاند. انتخاب میان این دو، بستگی به نوع پروژه، شرایط محیطی، تجهیزات موجود، مهارت اپراتور و هزینه مورد نظر دارد.
اگر به دنبال یک روش قابلاعتماد برای کارهای تعمیراتی، در محیط باز و با تجهیزات ساده هستید، الکترود بهترین انتخاب است. اما اگر هدف شما تولید انبوه، سرعت بالا و کیفیت سطح جوش عالی است، سیم جوش گزینه حرفهایتری خواهد بود.
در نهایت، درک دقیق تفاوتهای این دو روش به مهندسین، تکنسینها و حتی جوشکاران حرفهای کمک میکند تا بهترین تصمیم را بر اساس نیاز پروژه خود بگیرند.